Our Processes
CNC Machining
CNC machining, or Computer Numerical Control machining, is a manufacturing process where pre-programmed computer software dictates the movement of factory tools and machinery. This method automates the control, precision, and movement of cutting tools or other machinery used to shape materials into finished products. Here’s an overview:

**Applications**: CNC machining is used across various industries for producing parts for automotive, aerospace, medical, electronics, and more. It’s crucial for prototyping, where quick turnaround and high precision are needed, as well as in high volume production for consistent quality.
**Materials**: Can work with a wide range of materials including metals (like aluminum, steel, titanium), plastics, wood, and composites.
**Advantages**:
⦁ Precision: Can produce parts with high accuracy and repeatability.
⦁ Efficiency: Reduces production time by automating the machining process.
⦁ Flexibility: Suitable for both small batches and large production runs, with the ability to quickly adjust for different designs.
⦁ Complexity: Capable of creating intricate designs that would be challenging or impossible with manual methods.
**Challenges**: While highly beneficial, CNC machining requires skilled operators or programmers for setup and maintenance. The initial investment in CNC equipment can be high, but this is often offset by long term production benefits.
**Process**: CNC machining involves creating a digital model of the part using CAD (Computer Aided Design) software. This model is then converted into machine instructions (Gcode or Mcode) via CAM (Computer Aided Manufacturing) software, which the CNC machine reads to execute the cutting, shaping, or milling operations.
**Types of CNC Machines**:
⦁ CNC Milling Machines: Use rotating cutting tools to remove material from a workpiece mounted on a table. They can have multiple axes (3, 4, or 5) for complex shapes.
⦁ CNC Lathes: Shape material by rotating the workpiece against a stationary cutting tool, ideal for cylindrical parts.
⦁ CNC Routers: Similar to milling machines but often used for cutting materials like wood, plastic, or composites.
⦁ CNC Plasma Cutters, Laser Cutters, and Waterjet Cutters are also part of CNC technology, used for different material types and cutting requirements.

CNC machining has been a gamechanger in manufacturing, allowing for unprecedented levels of precision and customization in part production. Its significance extends from traditional manufacturing to modern applications like 3D printing support, where it’s used for creating molds or support structures. Technology’s evolution continues with integration with AI for more autonomous operations and further process optimization.
Sheet Metal
Sheet metal processing encompasses a variety of techniques used to convert flat sheets of metal into functional objects or parts through cutting, bending, and joining.
Here’s an overview of key processes involved:
**1. Cutting:**
– **Shearing**: Using a shear to cut straight lines by forcing a blade through the metal sheet, separating a portion from the rest.
– **Laser Cutting**: A high-powered laser is used to melt, burn, or vaporize the material, allowing for precise cuts with minimal distortion.
– **Plasma Cutting**: Uses a plasma torch to cut through electrically conductive materials with high speed and quality.
– **Water Jet Cutting**: A high-pressure jet of water mixed with abrasive particles cuts through the metal, suitable for both hard and soft materials.
– **Punching**: A punch and die combination where force is applied to create holes or shapes in the sheet metal.
**2. Forming:**
– **Bending**: Involves using a brake press or similar equipment to bend the metal along a straight axis, creating angles or curves.
Common techniques include:
– **V-Bending**
– **U-Bending**
– **Air Bending**
– **Bottoming**
– **Roll Forming**: Metal is passed through consecutive sets of rollers to gradually form a continuous shape, often used for producing sections like channels or tubes.
– **Drawing**: Deep drawing or stretching sheet metal into a die to create shapes like cups or shells.

**4. Finishing:**
– **Deburring**: Removing burrs or sharp edges from cuts or holes.
– **Surface Finishing**: Processes like grinding, sanding, or polishing to improve appearance or functionality.
– **Coating**: Applying paint, powder coating, galvanizing, or anodizing to protect against corrosion and enhance aesthetics.

**3. Joining:**
– **Welding**: Fuses metals by melting them together.
Common techniques include:
– **MIG/MAG Welding**
– **TIG Welding**
– **Spot Welding**
– **Riveting**: Joining sheets with rivets, suitable for applications where welding or other methods are not feasible due to material properties or design.
– **Adhesive Bonding**: Using adhesives to join parts, offering benefits like even stress distribution and sealing.
– **Clinch Joining**: A mechanical interlock method without the need for additional fasteners, often used in automotive applications.

**5. Additional Processes:**
– **Stamping**: A more specific type of forming where the metal is stamped into or out of a die to create complex shapes.
– **Spinning**: Forming symmetrical parts by rotating the metal against a spinning tool, often used for making cones or cylinders.
– **Hydroforming**: Using fluid pressure to shape metal by expanding it into a die, useful for complex shapes with uniform wall thickness.
Sheet metal processes are integral to industries like automotive, aerospace, construction, electronics, and appliance manufacturing. The choice of process depends on factors like:
– **Material Thickness and Type**: Not all processes are suitable for all sheet metal types or thicknesses.
– **Production Volume**: Some methods are better for mass production, while others suit low-volume or custom work.
– **Precision Requirements**: The need for tight tolerances can dictate the use of more precise cutting or forming methods.
– **Cost**: Balancing the cost of tooling, labor, and machinery against the desired outcome.
– **Functional Requirements**: Including strength, weight, and the final part’s appearance or finish.
Understanding these processes allows for the optimal design and manufacturing of sheet metal components to meet specific functional and aesthetic needs.
Tooling
Rapid tooling refers to the process of quickly creating tools, molds, or dies for manufacturing using rapid prototyping or additive manufacturing technologies. It’s an approach that significantly reduces the time and cost associated with traditional tooling methods. Here’s a breakdown of what rapid tooling entails:

Types of Rapid Tooling:
– **Direct Rapid Tooling**
– **Direct Metal Laser Sintering (DMLS) / Selective Laser Melting (SLM)**: Produces metal parts directly from digital data, which can be used as tools or inserts for injection molding or die casting.
– **Stereolithography (SLA)**: For tools made from photopolymer resins, often used for low-volume production or short tooling life cycles.
– **Indirect Rapid Tooling**
– **Investment Casting**: Rapid prototypes are used to create wax patterns for investment casting, leading to metal tools.
– **Silicone Rubber Molding**: Prototypes are used to make silicone molds, which can then produce parts in various materials. This is often used for bridge tooling.
– **Keltool**: A method where rapid prototype parts are used to create molds for metal injection molding, resulting in durable tools.
Advantages:
– **Speed**: Significantly reduces the lead time from design to production.
– **Cost-Effectiveness**: Lower initial costs for tools, especially beneficial for low to medium volume production or for products in the validation phase.
– **Flexibility**: Allows for quick iterations in tool design to optimize part performance or correct issues found during testing.
– **Customization**: Facilitates the production of custom or complex tools that might be impractical or too costly with conventional methods.

Challenges:
– **Tool Life**: Rapid tooling, especially in direct methods, might not last as long as traditionally manufactured tools due to material properties or the nature of the manufacturing process.
– **Material Limitations**: The range of materials suitable for rapid tooling might be more limited compared to traditional tooling, affecting part quality or performance.
– **Surface Finish and Accuracy**: Some rapid tooling methods might require additional work to achieve the desired surface finish or dimensional accuracy for production parts.

Processes:
**Design**: Using CAD software to design the tool, including all necessary features for the part to be manufactured.
2. **Prototyping**: Creating a prototype of the tool, part, or mold using 3D printing or CNC machining. This prototype might be the tool itself (direct tooling) or an intermediate step (indirect tooling).
3. **Tool Fabrication**:
– **Direct**: The prototype is the tool or part of it, directly used in production.
– **Indirect**: The prototype is used to make a mold or pattern which then produces the actual tool.
4. **Finishing**: Depending on the method, tools might require additional finishing like polishing, heat treatment, or coating to meet production requirements.
5. **Validation**: Testing the tool in a production environment to ensure it meets design specifications in terms of part quality, durability, and production speed.
Applications:
– **Prototyping**: Ideal for creating tools to make prototypes without committing to expensive traditional tooling.
– **Bridge Production**: Used when transitioning from prototyping to full production, allowing some units to be made while traditional tools are being developed.
– **Low to Medium Volume Production**: Especially for niche or custom products where the cost and time of traditional tooling don’t justify the investment.
– **Customization**: For products needing frequent design changes or personalized items.
Rapid tooling has become a key part of modern manufacturing strategies, enabling companies to be more agile, responsive to market changes, and efficient in their product development cycles. It’s particularly valuable in industries like automotive, aerospace, consumer goods, and medical devices where time-to-market is critical.
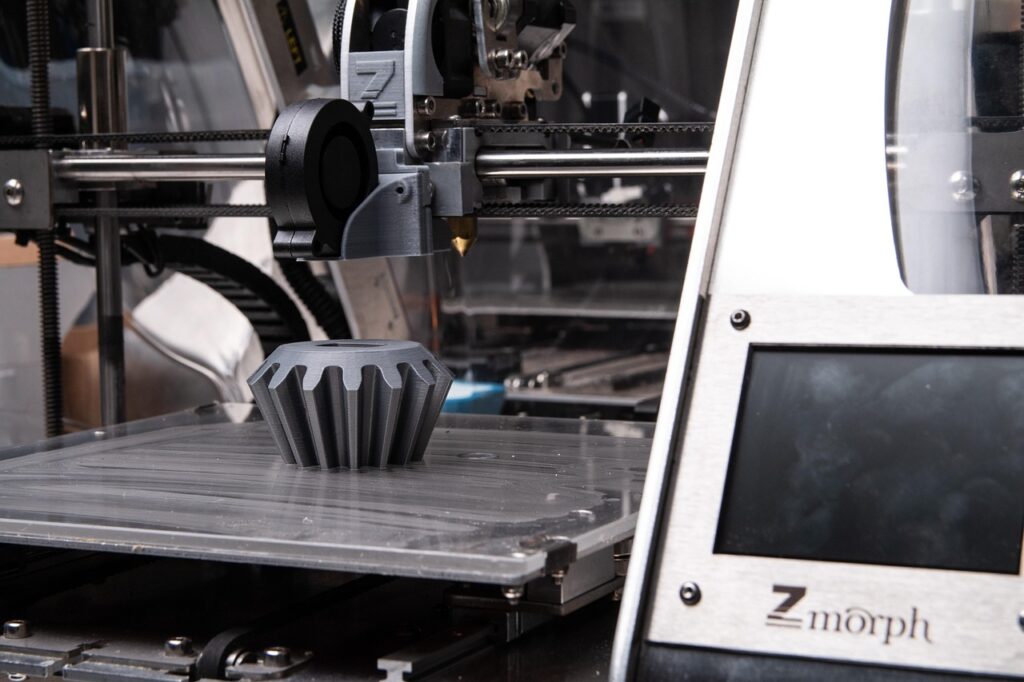
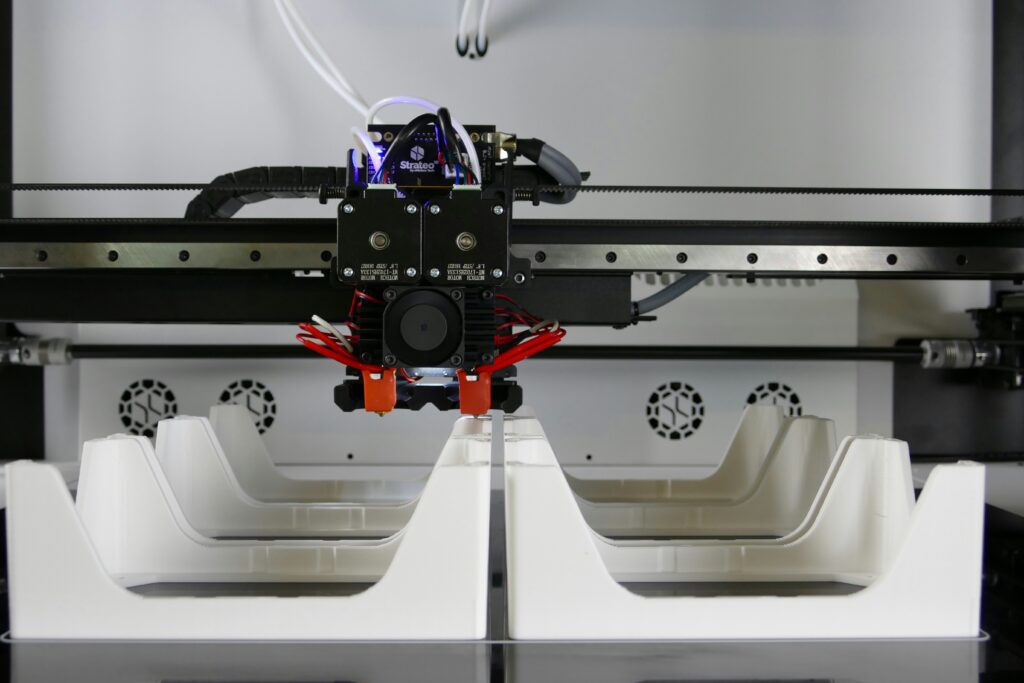
3D Printing
3D printing, also known as additive manufacturing, is a process of making three-dimensional solid objects from a digital model, typically layer by layer. Here’s an overview of key aspects:
Advantages:
– **Customization**: Can produce complex geometries not possible with traditional manufacturing.
– **Reduction of Waste**: Additive nature means you only use the material needed for the part.
– **Speed**: For prototyping or small batches, it can be faster than traditional methods.
– **Complexity**: No additional cost for complexity, allowing for intricate designs.
Challenges:
– **Speed**: While faster than some traditional methods for prototyping, it can be slow for large or high-volume production.
– **Material Limitations**: Not all materials are suitable for 3D printing, and properties can differ from traditionally manufactured counterparts.
– **Post-Processing**: Often requires additional steps like curing, sanding, or painting for the final product.
Applications:
– **Prototyping**: Rapid creation of physical models for testing and design validation.
– **Manufacturing**: From small-scale custom production to some industrial applications.
– **Art and Design**: Custom sculptures, jewelry, and architectural models.
– **Medical**: Custom implants, prosthetics, dental work, and anatomical models.
– **Education**: For teaching anatomy, engineering principles, or art.

Materials:
– **Plastics**: PLA, ABS, PETG, Nylon, TPU, and various composites.
– **Resins**: For SLA and DLP, offering various properties from rigid to flexible.
– **Metals**: Titanium, aluminum, steel, and others for high-performance applications.
– **Ceramics**: For specialized applications where heat resistance and aesthetics are key.
– **Composites**: Mixing materials like carbon fiber with plastics for enhanced properties.
Technologies:
– **Fused Deposition Modeling (FDM) / Fused Filament Fabrication (FFF)**: The most common and accessible form, where a filament of plastic material is melted and extruded through a nozzle, building up the object layer by layer. Suitable for prototyping and small-scale production with materials like PLA, ABS, and various composites.
– **Stereolithography (SLA)**: Uses a vat of liquid photopolymer resin that’s cured by a UV laser or light to form solid layers. Known for high precision and smooth surface finishes, ideal for detailed models, jewelry, and dental applications.
– **Selective Laser Sintering (SLS)**: Powdered material (usually nylon or polyamide) is fused by a laser into a solid structure. It’s good for durable, complex parts with no need for support structures, used in functional prototyping and short-run manufacturing.
– **Digital Light Processing (DLP)**: Similar to SLA but uses a digital light projector screen to flash a single image of each layer all at once, potentially speeding up the printing process.
– **PolyJet**: Similar to inkjet printing, it deposits layers of photopolymer that are instantly cured by UV light. This method allows for multi-material and multi-color prints, useful for complex models with varying hardness or colors.
– **Electron Beam Melting (EBM)**: Utilizes an electron beam to melt metal powders, creating parts layer by layer. Primarily used for high-performance metal parts in aerospace, medical, and automotive industries.
– **Binder Jetting**: A liquid binding agent is selectively deposited to join powder material (metal, sand, or ceramics), creating the object. Often used for full-color prints or sand casting molds.
Trends:
– **Material Development**: Ongoing research into new materials with unique properties.
– **Multi-material Printing**: Enhancing the ability to print with multiple materials in one build.
– **Sustainability**: Focus on using recycled materials or bioplastics.
– **Integration with AI and IoT**: For optimizing designs, predicting maintenance, and enhancing manufacturing processes.
3D printing continues to evolve, impacting numerous fields by democratizing manufacturing capabilities, fostering innovation, and enabling new possibilities in product design and customization.
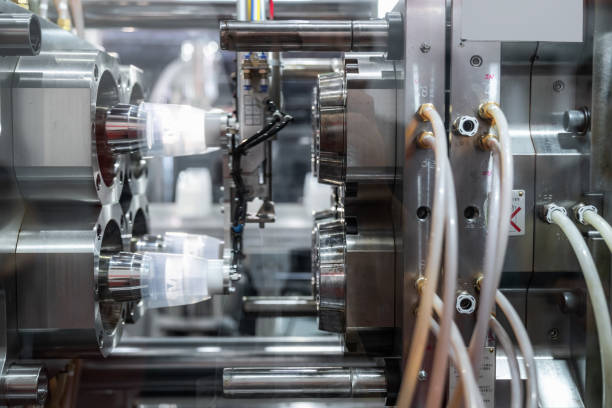
Injection Molding
Injection molding is a manufacturing process for producing parts by injecting molten material into a mold. It’s one of the most common methods for producing high volumes of identical plastic parts with high precision and excellent surface finish. Here’s an overview of the process, its advantages, applications, and some considerations:
Process Overview:
1. **Clamping**: The mold, consisting of two halves, is closed and clamped together under pressure to prevent material leakage during injection.
2. **Injection**: Plastic pellets or granules are fed into a heated barrel, where they melt. The molten material is then injected into the mold cavity at high pressure. The injection speed, pressure, and temperature are critical for part quality.
3. **Cooling**: Once the mold is filled, the material cools and solidifies into the shape of the mold cavity. Cooling time is crucial for part quality and cycle time.
4. **Ejection**: After the part has solidified, the mold opens, and an ejection mechanism (like pins) pushes the part out of the mold.
5. **Reset**: The mold closes again, and the cycle repeats with another shot of material.
Applications:
– **Automotive**: Parts like dashboards, bumpers, interior panels, and connectors.
– **Consumer Electronics**: Housings for devices, buttons, connectors.
– **Medical**: Syringes, containers, implant parts, and diagnostic devices.
– **Packaging**: Caps, containers, and closures.
– **Toys**: Durable and colorful parts for toys and games.
– **Industrial**: Gears, bearings, and various mechanical components.
Materials:
– **Thermoplastics**: Most common due to their re-meltable nature, including ABS, Polyethylene (PE), Polypropylene (PP), Polycarbonate (PC), Nylon, and Polystyrene (PS).
– **Thermosets**: Used for applications requiring high thermal stability since they cure into a permanent shape.
– **Elastomers**: For flexible parts like gaskets or seals.
– **Composites**: Including glass or carbon fiber reinforced plastics for enhanced strength.

Advantages:
– **High Volume Production**: Extremely cost-effective for large quantities due to fast cycle times.
– **Complexity**: Can produce intricate shapes with fine details, including undercuts, threads, and living hinges.
– **Consistency**: High repeatability in part quality.
– **Material Versatility**: Wide range of materials available for different applications.
– **Efficiency**: Minimal waste since unused plastic can be reground and reused.
Considerations:
– **Tooling Costs**: The initial cost for mold creation can be high, though amortized over large production runs.
– **Design for Manufacturability**: Parts need to be designed considering mold parting lines, draft angles, and material flow to avoid defects like sink marks or warpage.
– **Cycle Time**: Affects production efficiency; shorter cycles are desirable but depend on part size, material, and cooling requirements.
– **Material Properties**: Selection must account for the intended use of the part, including strength, flexibility, heat resistance, and chemical compatibility.
– **Environmental Impact**: While efficient, the process uses energy, and not all plastics are easily recyclable or biodegradable.
Innovations:
– **Multi-material Injection Molding**: Allows for parts made from more than one material in a single cycle.
– **In-Mold Decoration (IMD)**: Incorporating graphics or labels into the part during molding.
– **Gas-Assisted Injection Molding**: Uses gas to hollow out parts, reducing material use and part weight.
– **Micro-Injection Molding**: For extremely small, precise parts, often used in medical or microelectronics.
Injection molding remains a cornerstone of modern manufacturing due to its versatility, efficiency, and the quality of parts it can produce. However, it’s most advantageous when parts are produced in high volumes to offset the cost of mold creation.
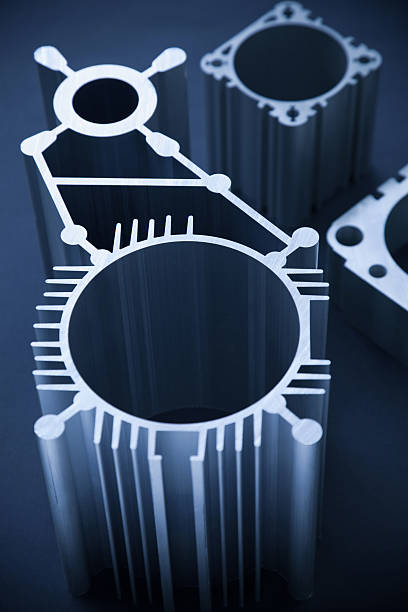
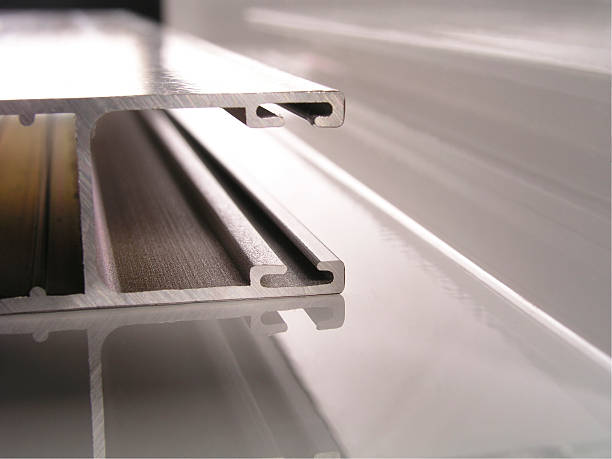
Aluminum Extrusion
Aluminum extrusion is a process used to create objects of a fixed cross-sectional profile by pushing aluminum alloy through a die of the desired cross-section. Here’s an in-depth look at the process, its advantages, applications, and some considerations:
Applications:
– **Construction**: Windows, doors, curtain walls, and structural components.
– **Automotive**: Frames, heat sinks, decorative trim, and structural parts.
– **Aerospace**: Fuselage and wing components, interior fittings.
– **Electronics**: Heat sinks, enclosures, and connectors.
– **Consumer Goods**: Furniture frames, ladders, and sports equipment.
– **Industrial**: Conveyor systems, machinery parts, and railings.
Considerations:
– **Design Limitations**: While versatile, there are limits to the complexity of shapes; very intricate profiles might require secondary operations or be impractical.
– **Tooling Costs**: Dies are expensive to produce, though they last for many extrusions, making the process economical for large quantities.
– **Surface Quality**: The surface finish straight out of extrusion might require further treatment for aesthetic or functional purposes.
– **Tolerances**: While good, some applications might need tighter tolerances than extrusion can provide without additional processing.
– **Material Properties**: The choice of aluminum alloy affects the final product’s characteristics, requiring careful selection based on application needs.
Innovations:
– **Multi-Hole Dies**: Allowing multiple profiles to be extruded simultaneously, increasing efficiency.
– **Micro-Extrusion**: For very small profiles used in electronics or medical devices.
– **Seamless Extrusion**: For tubular shapes where a seamless interior is required.
– **Friction Stir Welding**: Used post-extrusion to join profiles, enhancing structural integrity without traditional welding’s drawbacks.
Process Overview:
1. **Billet Preparation**: Aluminum billets (cylindrical logs of aluminum) are heated to around 800-925°F (427-496°C) to make them malleable but not liquid.
2. **Extrusion**:
– **Direct Extrusion**: The billet is loaded into the container of the extrusion press, and a ram pushes it through the die. This is the most common method, but it requires more force due to friction between the billet and the container wall.
– **Indirect Extrusion**: Here, the die moves into the billet, which remains stationary. This reduces friction but can only be used for smaller cross-sections.
3. **Quenching**: After exiting the die, the extruded profile is quickly cooled, either by air, water, or a combination, to set the shape and achieve desired mechanical properties.
4. **Stretching**: To straighten the profile and reduce residual stress, the aluminum is stretched slightly before it cools completely.
5. **Cutting**: The long extrusion is cut to the required lengths, either while still warm (hot sawing) or after cooling (cold sawing).
6. **Aging**: Profiles are often heat-treated to improve strength and hardness. This can involve solution heat treatment followed by aging at lower temperatures.
7. **Finishing**: Includes cutting, drilling, sanding, anodizing, painting, or powder coating for aesthetics, corrosion resistance, and functionality.
Advantages:
– **Versatility**: Can produce complex cross-sections that are difficult or costly to achieve with other methods.
– **Lightweight**: Aluminum is much lighter than steel, beneficial for transportation and aerospace industries.
– **Strength**: Offers a good strength-to-weight ratio, enhanced through alloying and heat treatment.
– **Recyclability**: Aluminum is highly recyclable with no loss of properties, supporting sustainable manufacturing.
– **Cost-Effectiveness**: For high volume, the cost per part can be very low due to efficient use of material and quick production rates.
– **Thermal Conductivity**: Good for applications requiring heat dissipation.
Aluminum extrusion continues to grow in application due to its combination of versatility, efficiency, and material advantages, playing a crucial role in modern manufacturing across various industries.
Urethane Casting
Urethane casting, also known as polyurethane casting or resin casting, is a manufacturing process used to produce small to medium quantities of plastic parts with high detail and quality surfaces. It’s particularly useful for prototyping, bridge production between prototyping and full-scale manufacturing, and for creating end-use parts where the number of units doesn’t justify the cost of injection molding. Here’s an in-depth look:
Process Overview:
1. **Master Pattern Creation**:
– Often starts with a 3D printed or CNC machined master model, replicating the final part’s geometry.
2. **Silicone Mold Making**:
– The master pattern is placed in a mold box, and liquid silicone rubber is poured around it. After curing, this creates a negative mold of the part. This mold can be multi-part to allow for complex geometries with undercuts.
3. **Casting**:
– **Mixing**: Urethane resin, usually a two-part system (polyol and isocyanate), is mixed in precise ratios. Sometimes colorants, fillers, or other additives are included to modify properties.
– **Pouring**: The mixed resin is poured into the silicone mold and left to cure. The curing can happen at room temperature or be accelerated with heat.
4. **Demolding**:
– Once cured, the urethane part is removed from the mold. The flexibility of silicone molds aids in demolding without damaging the part.
5. **Post-Processing**:
– This might include trimming flash, sanding, priming, painting, or assembly with other components.

Materials:
– **Polyurethane Resins**: Available in a wide range of hardness’s from soft, rubber-like materials to hard, plastic-like ones. They can mimic properties like ABS, polycarbonate, or even some engineering plastics.
Applications:
– **Prototyping**: Functional prototypes that closely mimic production parts.
– **Bridge Production**: Producing parts during the transition from prototyping to full manufacturing.
– **End-Use Parts**: For low to medium volume production where customization or specific material properties are needed.
– **Art and Design**: Custom pieces where small quantities are required or for one-off items like sculptures or models.
– **Medical**: Custom tools, orthotics, or small batch production of devices.

Considerations:
– **Mold Life**: Silicone molds have a limited number of uses before degradation, affecting the number of parts you can produce from one mold.
– **Part Size**: Larger parts might require multiple molds or segments, increasing complexity and cost.
– **Material Properties**: While versatile, urethane parts might not match the exact properties of injection-molded plastics, especially in terms of long-term durability or chemical resistance.
– **Labor Intensive**: For small batches, it can be more hands-on than automated processes like injection molding.
Innovations:
– **Vacuum Casting**: Removes air bubbles from the resin for clearer, more consistent parts.
– **Pressure Casting**: Uses pressure to ensure the resin fills all mold details, especially useful for very thin walls or intricate parts.
– **Dual-Shot Casting**: Allows for parts with different material properties in one casting cycle
Advantages:
– **Detail and Surface Finish**: Can replicate very fine details from the master model.
– **Material Properties**: Wide range of urethane materials available, allowing for parts with specific mechanical properties or appearances.
– **Cost-Effectiveness**: For small to medium batch sizes, it’s more economical than injection molding but offers parts with similar quality.
– **Lead Time**: Faster than creating tooling for injection molding, enabling quicker iterations or production.
– **Color and Texture**: Can be colored or textured directly in the mold or post-processed.
Urethane casting bridges the gap between prototyping and full-scale production, offering a cost-effective solution for producing high-quality parts in quantities that do not justify the investment in more permanent tooling like that used in injection molding.
Die Casting
Die casting is a metal casting process that involves forcing molten metal under high pressure into a mold cavity, which is known as the die. The metal solidifies quickly, following the shape of the die, to produce complex and precise parts. Here’s an overview of the process, materials, applications, and considerations:
Process Overview:
1. **Preparation**:
– The die, typically made of steel, is prepared and clamped shut. It consists of two halves – one fixed (cover die) and one that moves (ejector die).
– Molten metal is prepared in a furnace.
2. **Injection**:
– **Cold Chamber**: Used for metals like aluminum or copper that have high melting points. The molten metal is ladled into a cold chamber, then forced into the die by a hydraulic plunger.
– **Hot Chamber**: For lower melting point metals like zinc or magnesium. The furnace is part of the machine, and a gooseneck or plunger directly injects metal into the die.
3. **Cooling**: The metal solidifies within the die. Cooling time varies based on part size, thickness, and material.
4. **Ejection**: After solidification, the die opens, and the part is ejected using pins or plates.
5. **Trimming**: Flash or excess material at parting lines is removed, often in a separate operation.
6. **Finishing**: Parts might undergo additional processes like machining, surface treatments, or assembly.

Applications:
– **Automotive**: Engine parts, transmission housings, wheels, and chassis components.
– **Electronics**: Heat sinks, connectors, and enclosures.
– **Consumer Products**: Toys, power tools, appliances, and furniture hardware.
– **Industrial**: Gears, pumps, and machine parts.
– **Medical**: Equipment housings, surgical instruments, and prosthetics.

Materials:
– **Aluminum**: The most commonly die-cast metal due to its strength-to-weight ratio, corrosion resistance, and good thermal conductivity.
– **Zinc**: Offers excellent castability, dimensional stability, and is often used for small, intricate parts.
– **Magnesium**: The lightest structural metal, used where weight reduction is critical.
– **Copper**: For high conductivity parts but less common due to higher melting temperatures.
– **Lead and Tin**: Used for specialized applications needing low melting points.
Advantages:
– **High Precision**: Can produce parts with tight tolerances, complex shapes, and fine surface finishes.
– **Strength and Durability**: The fast cooling rate imparts good mechanical properties to the parts.
– **Efficiency**: Suitable for high-volume production with minimal waste due to the nature of the process.
– **Complex Geometry**: Can incorporate features like threads, bosses, and intricate details without secondary operations.
Innovations:
– **Vacuum Die Casting**: Reduces porosity by casting in a vacuum, leading to denser parts with better mechanical properties.
– **Squeeze Casting**: Combines elements of forging and casting for improved part strength and less porosity.
– **Semi-Solid Metal (SSM) Casting**: Uses metal in a semi-solid state for better flow and reduced porosity.
Considerations:
– **Tooling Costs**: High initial cost for die creation, though amortized over large production runs.
– **Part Design**: Must consider draft angles, wall thickness, and gate locations to ensure proper filling and part ejection.
– **Material Limitations**: Not all metals are suitable for die casting due to melting points, viscosity, or cost considerations.
– **Thermal Management**: Heat from the process can affect die life and part quality, requiring effective cooling systems.
– **Porosity**: Can occur, potentially affecting part strength or surface finish, particularly near gates or thick sections.
